
高精度应用场合的孔加工刀具
Hartner哈特纳可以提供面向不同应用的各种刀具。经典的高速钢钻头、硬质合金钻头、钻头、枪钻、铰刀、丝锥、铣刀–无论那种用途,你都可以发现最合适的工具。
除此之外,根据您的需求,我司也生产专用工具,当然它同样基于Hartner哈特纳的超高质量。请使用我司的需求调查表格。
[rev_slider alias=”produkte2″][/rev_slider]
高速钢麻花钻
Hartner哈特纳可以提供最多的麻花钻解决方案。请根据贵司的应用选择最佳的工具。材料从HSS到HSSPM和M42,表面处理从明亮的到TiN和TiAlN,直柄、莫氏锥柄,从短到长的长度,有无内冷却孔、标准和特殊的几何形状。
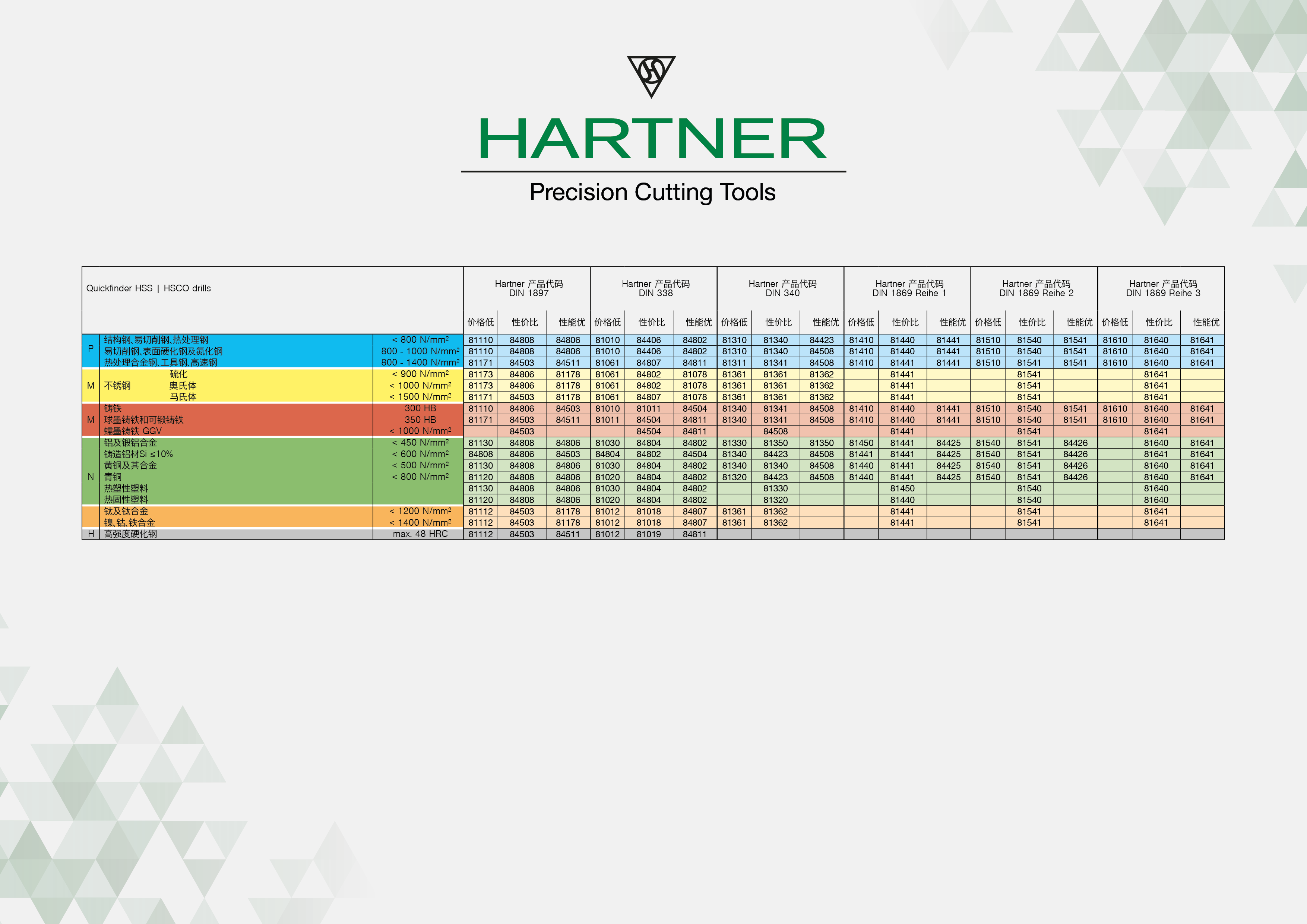 Quick Finder!
Quick Finder!
我们的产品基础:我们可以提供超过100种的高速钢钻头
TS钻头:整体硬质合金高精度钻孔工具
Hartner哈特纳TS钻头指的是整体硬质合金高性能钻头。FIRE火焰涂层的两刃麻花钻,带或者不带内冷却孔,最深为12xd钻孔深度,3刃钻头有光亮的表面,不带内冷却孔,可以加工3xD和5xD的孔深,带内冷的直槽钻头钻头钻孔深度可以达到10xd。在我们的标准产品种,我们还提供螺旋槽深孔钻,可以加工到30xD
最佳的硬质合金材质和精确的几何外形设计使得钻头可以以达到最高的速度和进给率,可以产生高精度的孔和最小直径公差,以及出色的孔的表面光洁度。
我们的高效钻头:
硬质合金的TS系列钻头

不锈钢用钻头
不锈钢或耐酸钢具有非常高的铬含量,>12%,对化学侵蚀性物质和腐蚀有极好的抵抗力。铬在表面形成微氧弥散的氧化铬涂层,防止深度腐蚀。
大多数不锈钢来自奥氏体钢群。在铬的旁边,镍是结构最重要的组成部分,通常还加入钼来优化机械特性。奥氏体钢的应用范围包括食品工业、发电和能源供应、造船业和石油化工行业,同时也越来越多地应用于建筑外墙和屋面。典型材料是1.4301(10 / 18 X5CrNi V2A),1.4541(X6CrNiTi 18 10)、1.4571(2 / 17 12 X6CrNiMoTi V4A)或1.4311(X2CrNiN 18 10)。
机加工时的材料特性
在加工不锈钢或耐酸钢时,应注意下列特性:这些材料有硬性,是导热性较差的材料,具有很高的韧性和拉伸特性。高韧性导致非常重的切削载荷,特别是在钻削和加工螺纹时。此外,当加工不锈钢或耐酸钢时,不容易断屑,屑往往会黏在刀具上。
加工时的优化和刀具选择
不锈钢或耐酸钢,由于其性能和特性,需要锋利的工具,需要最佳的后度和间隙角,这样的材料的高弹性变形不会干扰到刀具的工作。高进给率容易导致工件过热,需要良好的断屑,并且需要很好的冷却润滑–最好是通过内部的冷却–支持去除热以及切屑的疏散,此外,它抵消了加工硬化。对于冷却剂,我们推荐高性能切削液体,至少有8%的溶解液。此外,在加工过程中可能需要啄钻。切削速度要相对较低,这在很大程度上取决于被加工材料的成分。切削试验对于选择最佳切削速度是至关重要。
由于工作负荷大,必须特别注意机器的最大载荷以及工件和刀具的夹紧。始终为您的加工任务选择最短的工具。
Hartner哈特纳针对不锈钢的解决方案
针对不锈钢、耐酸、耐热钢、钛及钛合金、镍合金、哈氏合金、蒙乃尔合金、高合金钢以及铝合金,Hartner哈特纳的刀具基于特殊的几何现在,可以实现最高的转速和进给,并且刀具的寿命和超高的工艺可靠性得到了客户的广泛认可。当使用高速钢,含钴高速钢钻头时候,钻头需要较大的螺旋角度。
我们强项:不锈钢用钻头

台阶钻和中心钻
针对孔加工和孔口倒角,我们提供的阶梯钻头可以一次性完成。同时,我司提供不同长度的阶梯钻和倒角钻头,材质从高速钢到硬质合金。此外,Hartner哈特纳也提供多种不同的中心钻来满足客户不同的加工需求。
阶梯钻还包括在紧公差和中公差的锪钻工具,它还可以用于攻丝孔的孔口倒角,根据需要,您可以选择60°,90°或者180°的锪钻。同时,您可以选择直柄或者莫氏锥柄。
高速钢中心钻依据DIN332标准生产,同时根据客户需求,它有不同的角度A型,B型,60度的沉头孔,120度的沉头孔,以及半径R型的
当然了,我司可以根据客户需求生产各种阶梯钻,如果需要特殊的高速钢或者硬质合金阶梯钻,请使用我们的需求表格。
我们的复合钻:一把钻头解决几种加工难题

复合钻-可换刀片的钻头系统
这种可换刀片的内冷却的钻头系统,可以加工直径从D10mm到D210mm,它的重点是大直径的钻孔。
这个复合钻系统提供9种不同的刀杆,从直柄到莫式锥柄,钻深从3D到20D
在同一个刀杆上,可以根据不同的应用,可以安装10种不同直径的标准刀片,这种复合钻可以灵活应对多样的钻孔任务。
它最重要的优点:
- 只更换刀片,不需要重新修磨和重新涂层
- 快速轻松更换刀片,松下2颗螺丝,移除废刀片,放进去新刀片,拧紧螺丝,结束任务。
- 多种刀片材质,多种涂层
- 固定的刀具长度,减少安装时间,从而降低安装成本。
- 配备了内冷却和耐磨刀片,可以产生高性能加工和最佳刀具寿命。
- 减少库存费用,一个刀杆可以应用于不同的刀片直径。
优势就是:更长的刀片寿命,更高的切削效率,更少的加工时间
如果需求特殊的刀杆或者刀片,请使用我司的需求表格
我们的全能钻头:满足您的多种材质的加工需求

复合钻HPC 可换刀头的孔加工系统
只使用一个刀具,就可以加工不同的材料,不同的深度。复合钻HPC现在从D11mm到D40mm具有标准品对应。
随着范围的扩大,复合钻HPC系统可提供低成本的多种钻孔。如1D的引导者复合了倒角,针对深孔,我司标准产品到10D。目前4种高精度的标准刀头,配合完美的几何形状和涂层,可以针对不同的加工材料,均可以产生一个符合要求的孔。
特别针对高性能机加工,复合钻HPC可以完美复合传统的钻孔方式,我司的标准的复合HPC系统包括:
符合DIN6535标准的侧固柄
- 刀杆适用于 1.5xD, 3xD, 5xD, 10xD
- 引导刀杆适用于1D,并带有90°的倒角
- 钢
完美的几何形状和涂层的,可更换的硬质合金刀头,适用于:
- 钢
- 铸件
- 不锈钢
- 铝合金
- 通用型引导孔
如果需求特殊的刀杆或者刀片,请使用我司的需求表格
高效切削,带硬质合金刀片的钻头

枪钻
在加工深度在15xD以上时候,Hartner提供了2种特殊的工具:硬质合金单刃枪钻和单刃硬质合金头的焊接枪钻。
整体硬质合金单刃枪钻的直径范围是直径1mm到5mm,最大槽长为300mm。两种不同形式的和不同研磨标准的钻头使得它适合于不同的应用场合。
我司可以生产直径为3mm至52毫米的枪钻,单刃,焊接有硬质合金头,总长度可达3000毫米。这些枪钻也可以根据不同的需求,更改头部的形状和研磨方式,使其适用于不同的应用。
值得注意的是我司有大量的枪钻库存,直径1.2 – 25毫米的标准枪钻,我司均有库存,可以快速交货。
针对迫切的非标需求,我司提供快速的有针对性的服务,焊接型硬质合金头枪钻,只要在我司规定的尺寸范围内,我司可以保证在两周内交货。
如果您需求非标枪钻,或者你想要得到我司的快速服务,请使用我司的需求单。
我们的深孔加工:我们可以提供从15D到40D的硬质合金标准品



深孔钻专机用
总长在 600 / 800 / 1000 / 1200 / 1400 / 1600 / 1800 / 2000mm
不只是适用于模具行业和工具制造行业
完美排屑用抛光槽
通用型的TIN涂层处理
柄部T3.1规格


机用丝锥
对于内螺纹的生产,攻丝仍然是最有效的工艺。我们全面的丝锥解决方案为每种材料和每一个加工任务均可以提供了一个合适的精密 具:
- 基本款系列:无与伦比的超高性价比丝锥
- 顶级款系列:高精度,高寿命,高效率的丝锥
- TG100GG 系列:为铸件加工开发的高性价比丝锥
- TG300T 系列:为铸件加工开发的高性能丝锥
- 挤压丝锥系列
减少刀具成本和提高生产效率:Hartner哈特纳丝锥,由于选用了最佳的刀具材料,优化的几何外形和涂层,使得客户在金属加工时,可以额外增加很多的生产能力。

机用丝锥

铰刀
为了精确的装配和最高的表面光洁度,Hartner哈特纳提供了可以以广泛应用的铰刀,材质有高速钢,含钴高速钢,硬质合金。直径范围:0.98mm–50.00mm。涵盖下列产品:
- TR300HP 系列,高精度铰刀
- 整体硬质合金铰刀
- 含钴高速钢机用铰刀
- 手用铰刀
创新的几何外形,完美统一的切削材料,特定涂层,我司的铰刀可以提供了一个长的刀具寿命和高品质的孔。
特别值得一提的是,新开发的高性能铰刀TR 300HP系列。其卓越的切削性能和高的工艺可靠性使加工成本大大节省。
铰刀
